
Hard Capsule vs Softgel: Which Encapsulation Technology Is Right for Your Product?
Complete comparison of hard capsule filling vs softgel encapsulation: fill types, production speed, barrier properties, capital cost, and ROI. Expert guidance from YohoAI.
Read Article
Pharmaceutical Purified Water System: A Complete Selection Guide for 2026
How to choose the right pharmaceutical purified water system: treatment stages, USP/EP standards, RO+EDI sizing, validation requirements, and operating cost overview.
Read Article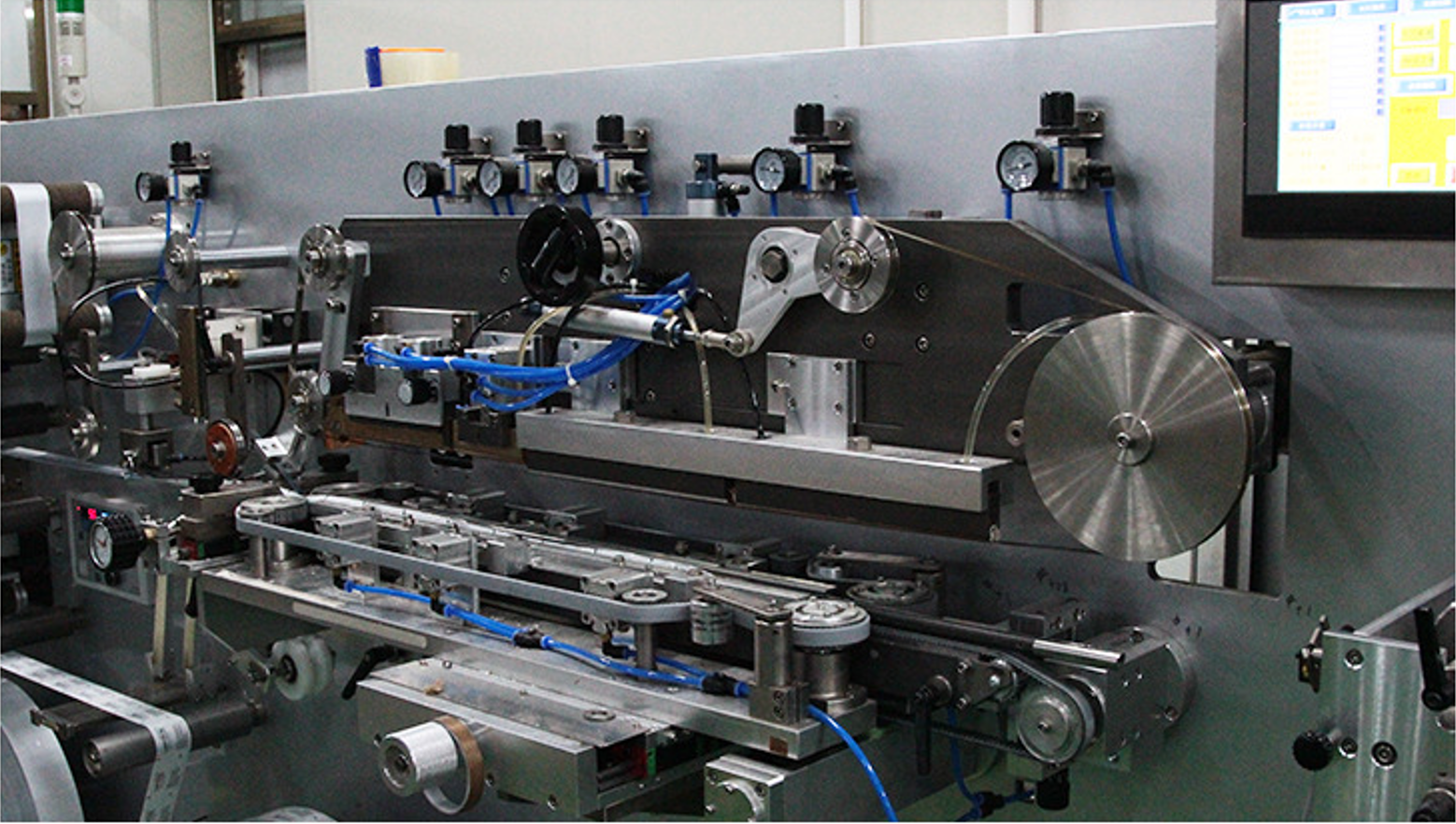
Plastic Collapsible Tube Manufacturing: ABL vs PBL — A Complete Equipment Guide
Complete guide to plastic collapsible tube making: ABL vs PBL vs extrusion tubes, materials, pharmaceutical regulations, production line sizing, and ROI analysis.
Read Article
Tablet Press GMP Compliance Checklist: 12 Critical Points for European Audits
Preparing for a European GMP audit? Our rotary tablet press compliance checklist covers 12 critical points — from material certification to cleaning validation and data integrity.
Read Article
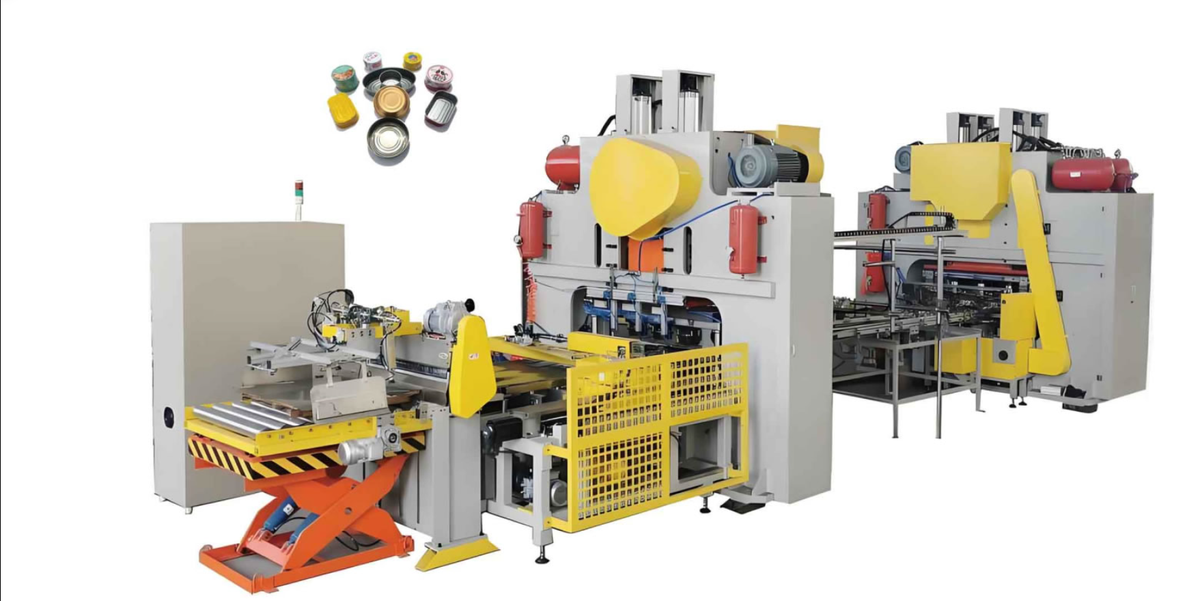
Metal Can Production Line ROI Analysis: Southeast Asian Market Opportunities
Building a metal can production line in Southeast Asia? This ROI analysis covers equipment costs, market pricing, and break-even calculations for food-grade and aerosol can manufacturing.
Read Article
Soft Capsule Machine Buying Guide: 5 Key Parameters You Can't Afford to Ignore
Not sure what specs matter most when buying a softgel encapsulation machine? We break down 5 key parameters — production capacity, capsule size range, fill accuracy, GMP compliance, and total cost of ownership — with real benchmark numbers.
Read Article
Soft Capsule vs Hard Capsule: How to Choose the Right Encapsulation Technology for Your Products
Soft gelatin capsules and hard HPMC capsules each serve different markets. This guide breaks down capacity, cost, formulation compatibility, and regulatory considerations to help buyers make the right choice.
How to Choose the Right Tablet Press Machine: A Complete Buyer's Guide
From single punch presses for R&D to 55-station high-speed rotary presses for mass production — this guide covers punch size selection, compression force, turret speed, and GMP compliance checklist.
Metal Can Production: From Tinplate to Finished Can — A Complete Equipment Guide
Understanding the full metal can production line — from tinplate slitting and cupping to body welding, seaming, and lithography. Includes equipment selection tips for food-grade and aerosol can manufacturers.
Plastic Tube Packaging: ABL vs PBL Tubes and How to Choose the Right Production Equipment
ABL (Aluminum Barrier Layer) vs PBL (Polymer Barrier Layer) tubes — which is right for your product? This guide covers tube material selection, barrier properties, production speed, and how to spec the right tube making machine.
Hard Capsule Filling: Powder, Pellets, or Liquid — Which Technology Fits Your Formulation?
Different formulations require different capsule filling technologies. This article compares powder filling, pellet/granule encapsulation, and liquid filling — with machine specifications, advantages, and typical applications for each approach.
GMP Requirements for Pharmaceutical Equipment: What Every Buyer Must Verify Before Purchase
A GMP-compliant equipment purchase is not just about the CE mark. This checklist covers IQ/OQ documentation, material traceability (316L SS), surface roughness (Ra ≤ 0.8 μm), FDA 21 CFR Part 211, and how to audit a supplier's quality system.